
Introduction: How Mechanical Seal Works in Industrial Applications
Mechanical seals play a crucial role in preventing fluid leakage in various industrial applications, including pumps, compressors, and rotating equipment. Understanding how mechanical seals work is essential for engineers, maintenance personnel, and professionals involved in equipment operation and repair. This guide provides an in-depth look into the working principles of mechanical seals, their components, and best practices for maintenance and troubleshooting.
How Does a Mechanical Seal Work? A Basic Overview
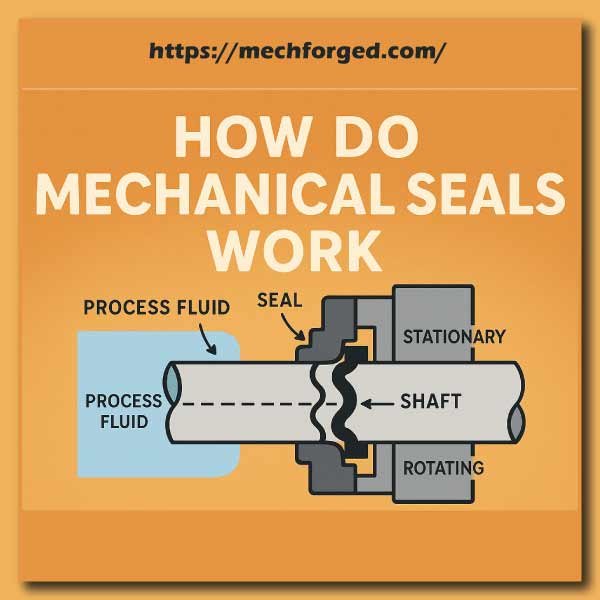
A mechanical seal is a device designed to contain fluid within a rotating piece of machinery, such as a pump or compressor. It forms a barrier between the stationary and rotating parts of the equipment to prevent leakage. Mechanical seals work by maintaining contact between two highly polished sealing faces, usually made of carbon, ceramic, or silicon carbide. One of these faces is stationary, while the other rotates with the shaft, creating a tight seal that prevents fluid from escaping.
Key Components of a Mechanical Seal and How They Work
Understanding the components of a mechanical seal is vital to knowing how it works effectively. The primary parts include:
- Sealing Faces: These are the two polished surfaces that form the main sealing interface. The stationary face remains fixed, while the rotating face moves with the shaft.
- Elastomers (Secondary Seals): O-rings, bellows, or gaskets that provide additional sealing support by preventing leakage around the sealing faces.
- Springs: These help maintain the necessary pressure between the sealing faces, compensating for wear and axial shaft movement.
- Metal Housing: The outer casing that holds the seal components together and provides structural integrity.
Check Out Our Latest Post:
- How Do Hydraulic Locks Work: A Complete Guide
Types of Mechanical Seals and How They Work in Different Applications
Mechanical seals are essential components used in various industrial applications to prevent leakage of fluids in rotating equipment such as pumps, compressors, and mixers. They provide a reliable and efficient sealing solution, reducing downtime and maintenance costs. Understanding the different types of mechanical seals and their applications is crucial for selecting the right seal for specific operational needs.
Types of Mechanical Seals
1. Pusher Seals
Pusher seals use a dynamic secondary seal, typically an elastomer, to maintain contact with the rotating shaft as it moves axially. They are suitable for high-pressure applications but require regular maintenance due to wear and tear on the elastomer.
Applications:
- Chemical processing pumps
- High-pressure water pumps
- Industrial agitators
2. Non-Pusher Seals
Unlike pusher seals, non-pusher seals rely on a bellows assembly (metal or elastomer) to maintain contact. These seals eliminate the risk of elastomer extrusion, making them ideal for extreme temperatures and corrosive environments.
Applications:
- Cryogenic pumps
- High-temperature systems
- Corrosive fluid handling
3. Balanced Seals
Balanced mechanical seals are designed to handle higher pressures by distributing the sealing force more evenly. This reduces wear on seal faces and allows for longer service life.
Applications:
- High-pressure oil refineries
- Gas compressors
- High-speed centrifugal pumps
4. Unbalanced Seals
Unbalanced seals are simpler and more cost-effective but are limited to low-pressure applications. They generate more heat and wear faster under high-pressure conditions.
Applications:
- Low-pressure water pumps
- HVAC systems
- Light chemical processing
Check Out Our Latest Post:
- How to Maintenance Pliers: 7 Easy Steps with Tips
5. Single Spring Seals
These seals use a single coil spring to maintain contact between the sealing faces. They are easy to install and maintain, making them popular in general-purpose applications.
Applications:
- Domestic water pumps
- Pool and spa pumps
- Low-duty industrial applications
6. Multi-Spring Seals
Multi-spring seals distribute force more uniformly across the seal face, reducing distortion and enhancing performance. They are used in high-performance applications.
Applications:
- Petrochemical plants
- High-speed machinery
- Power generation turbines
7. Cartridge Seals
Cartridge seals come pre-assembled, reducing installation errors and maintenance time. They offer enhanced reliability and are widely used in demanding industries.
Applications:
- Pharmaceutical processing
- Food and beverage industries
- High-end industrial pumps
8. Gas-Lubricated Seals
These seals use gas (such as nitrogen) instead of liquid to create a sealing barrier. They are ideal for preventing contamination and are often used in sensitive applications.
Applications:
- Aerospace engineering
- Semiconductor manufacturing
- Cleanroom applications
9. Dry Running Seals
Designed for applications where lubricants are not available, dry running seals use advanced materials such as carbon and graphite to reduce friction and wear.
Applications:
- Fire protection pumps
- Vacuum pumps
- Pharmaceutical processing
Check Out Our Latest Post:
How Mechanical Seals Work in Different Applications
Pumps
Mechanical seals in pumps prevent fluid leakage along the rotating shaft. They maintain a tight seal even under varying pressures and temperatures, ensuring operational efficiency.
Compressors
In compressors, seals prevent gas leakage, especially in high-pressure and high-temperature environments. Gas-lubricated and dry running seals are commonly used.
Mixers and Agitators
Seals used in mixers and agitators must withstand fluctuating speeds and torque. Cartridge and multi-spring seals provide the best reliability in such cases.
Turbines and Power Plants
High-speed rotating equipment in power plants requires durable, high-temperature-resistant seals. Balanced multi-spring and metal bellows seals are preferred for their longevity.
Selecting the right type of mechanical seal is essential for optimizing efficiency, reducing downtime, and ensuring leak-proof operation in industrial applications. Understanding the operational requirements and environmental conditions will help in choosing the most suitable mechanical seal for specific applications.
How Mechanical Seal Works to Prevent Leaks
The effectiveness of a mechanical seal depends on the interaction between its sealing faces. A thin fluid film forms between these faces, reducing friction and preventing excessive wear. This film can be created by:
- Hydrodynamic Lubrication: A thin layer of the pumped fluid acts as a lubricant, reducing friction and heat generation.
- Hydrostatic Lubrication: External pressure forces fluid into the sealing gap, maintaining separation between the faces and ensuring a reliable seal.
Check Out Our Latest Post:
- How to Weld Aluminum: An Easy Step-by-Step Guide
Advantages of Using Mechanical Seals and How They Work Better Than Packing
Compared to traditional packing seals, mechanical seals offer several advantages:
- Reduced Leakage: Packing seals rely on tight compression, which can lead to leaks over time. Mechanical seals provide a more reliable sealing solution.
- Lower Friction and Wear: The lubricated sealing faces reduce energy consumption and extend the lifespan of equipment.
- Improved Efficiency: Mechanical seals minimize maintenance downtime and increase operational efficiency.
- Better Performance in High-Pressure Applications: Mechanical seals can withstand higher pressures and temperatures than conventional packing seals.
Common Problems with Mechanical Seals and How They Affect Performance
Despite their advantages, mechanical seals can experience failures due to various reasons:
- Seal Face Wear: Continuous friction and improper lubrication can cause excessive wear, leading to leaks.
- Contamination: Dirt, debris, and abrasive particles can damage sealing faces and reduce effectiveness.
- Thermal Shock: Rapid temperature changes can cause cracking or distortion of the sealing materials.
- Improper Installation: Misalignment or incorrect assembly can result in premature seal failure.
Pro Tips: How to Maintain Mechanical Seals and Ensure Longevity
To extend the life of a mechanical seal and maintain its efficiency, follow these best practices:
- Proper Lubrication: Use the correct fluid film for sealing face lubrication to reduce wear and friction.
- Regular Inspections: Check for signs of wear, leakage, and contamination regularly.
- Correct Installation: Follow manufacturer guidelines for seal installation to avoid misalignment and excessive pressure on the sealing faces.
- Avoid Dry Running: Running a mechanical seal without adequate lubrication can cause severe damage.
Troubleshooting Mechanical Seal Failures: How to Identify and Fix Issues
If a mechanical seal fails, identifying the root cause is crucial for effective troubleshooting:
- Leakage Around the Seal: Indicates worn-out sealing faces or improper installation.
- Excessive Heat Generation: Could be due to lack of lubrication or misalignment.
- Noise or Vibration: Often a sign of misalignment, contamination, or worn-out components.
Solutions include replacing worn sealing faces, ensuring proper alignment, and using compatible lubrication fluids.
Check Out Our Latest Post:
- How to troubleshoot common mechanical issues, Expert Guide
Innovations in Mechanical Seals: How They Work in the Modern Era
Advancements in mechanical seal technology have led to improvements in durability, efficiency, and performance:
- Enhanced Materials: The use of silicon carbide, diamond-coated faces, and carbon-graphite seals increases longevity.
- Smart Seals: Incorporating sensors for real-time monitoring of temperature, pressure, and wear.
- Eco-Friendly Seals: Designs that minimize fluid loss and reduce environmental impact.
Conclusion: Understanding How Mechanical Seal Works for Enhanced Performance
Mechanical seals play an essential role in ensuring the efficiency and reliability of rotating equipment. By understanding how mechanical seals work, their components, and the best maintenance practices, industries can significantly reduce downtime and operational costs. Whether used in pumps, compressors, or heavy machinery, mechanical seals remain a vital technology for leak prevention and equipment longevity.
By following proper installation techniques, performing regular inspections, and troubleshooting issues promptly, you can maximize the performance of your mechanical seals and ensure long-lasting, efficient operations.