
When working in machining, fabrication, CNC work, or mechanical repair, tapping threads is a very common process. One of the most frequently used metric threads is M10, and choosing the correct tap drill size is extremely important for creating strong, accurate threads.
If the drill size is too small, the tap may break or create excessive friction. If it is too large, the threads will be weak and may strip under load. This is why machinists, engineers, and mechanics rely on an M10 tap drill size chart to ensure precision and safety.
This detailed guide explains M10 thread standards, tap drill sizes, charts, formulas, applications, and expert tips for perfect threading results.
What Is an M10 Thread?
The term M10 thread refers to a standardized metric thread size used in bolts, screws, and fasteners. It is part of the ISO metric threading system, which is widely used in engineering and manufacturing across the world. M10 is considered a medium-sized fastener that provides a good balance between strength and compact design.
In simple terms, M10 means the fastener has a nominal diameter of 10 millimeters, making it suitable for applications that require moderate to high strength without taking up excessive space.
Meaning of M10
- M = Metric thread system
- 10 = Nominal diameter of 10 mm
So, an M10 bolt or screw has an outer diameter of approximately 10 mm.
Common Applications of M10 Threads
M10 threads are widely used in industries where reliable fastening and medium load capacity are required.
- Automotive engines
- Machine assemblies
- Structural steel connections
- CNC machines
- Industrial equipment
- Agricultural machinery
Why M10 Threads Are Popular
M10 fasteners are commonly chosen because they offer a strong and secure connection while still being compact enough for tight spaces. This makes them suitable for both mechanical and structural applications where performance and efficiency are important.
What Is a Tap Drill Size?
A tap drill size refers to the exact diameter of the hole that must be drilled before creating internal threads using a tapping tool. It is an essential step in machining and fabrication because it ensures that the threads formed by the tap are accurate, strong, and properly shaped.
In simple terms:
👉 First, you drill a hole in the material
👉 Then, you use a tap to cut internal threads
The drilled hole is always slightly smaller than the final thread diameter. This difference allows the tap to remove material and form proper thread grooves inside the hole.
Why Tap Drill Size Matters
Choosing the correct tap drill size is critical in engineering and manufacturing because it directly affects the quality and strength of the threaded joint. Even a small error in hole size can lead to weak threads or tool damage during tapping.
Correct tap drill sizing ensures:
- Strong threads
- Smooth tapping process
- Reduced tap breakage
- Better load capacity
- Longer tool life
Proper selection of tap drill size is widely used in CNC machining, metal fabrication, automotive assembly, and industrial manufacturing to achieve precise and reliable threaded connections.
Standard M10 Thread Pitch Types
Before selecting the correct tap drill size for an M10 thread, it is important to understand the thread pitch. The pitch determines how closely the threads are spaced and directly affects strength, vibration resistance, and application suitability. M10 threads are commonly available in two standard pitch types used across engineering and manufacturing industries.
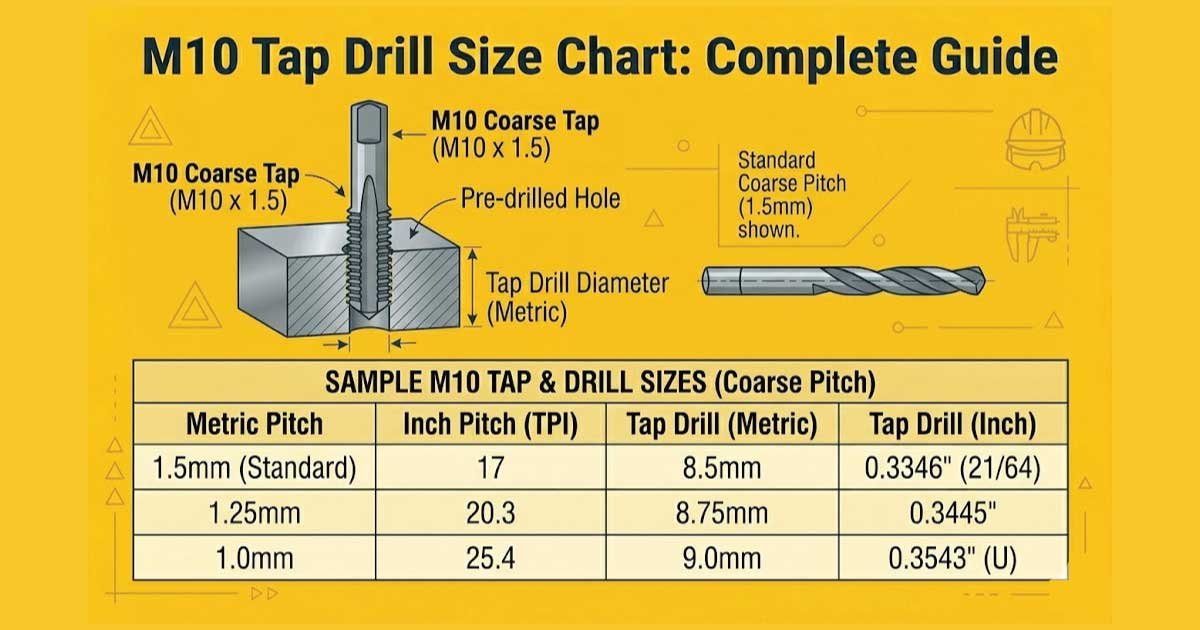
1. M10 × 1.5 (Standard Coarse Thread)
The M10 × 1.5 is the most commonly used thread type in general engineering applications. It has wider thread spacing, which makes it easier to install and more resistant to minor damage during assembly. This type is preferred where strength and ease of use are more important than precision.
- Most commonly used M10 thread
- Strong and widely available
- Used in general mechanical applications
2. M10 × 1.25 (Fine Thread)
The M10 × 1.25 is a fine thread version with closer thread spacing. It provides better engagement between mating parts, which improves resistance to vibration and loosening. Because of its finer structure, it is often used in precision assemblies where secure fastening is critical.
- Finer threads with more engagement
- Better vibration resistance
- Used in automotive and precision equipment
Understanding the correct thread pitch is essential because it directly determines the correct tap drill size and ensures strong, reliable threaded connections in different engineering applications.
M10 Tap Drill Size Chart (Complete)
Here is the standard M10 tap drill size chart used in workshops and machining industries.
Metric Drill Sizes
| Thread Size | Pitch | Tap Drill Size | Drill Size (mm) | Application |
|---|---|---|---|---|
| M10 | 1.5 (Coarse) | 8.5 mm | 8.5 mm | General engineering |
| M10 | 1.25 (Fine) | 8.8 mm | 8.8 mm | Automotive, precision work |
Recommended Drill Sizes for M10 Threads
Choosing the correct drill size for M10 threads is essential for achieving strong, accurate, and reliable internal threading. The drill size changes depending on the thread pitch, as different pitches require different levels of material removal before tapping.
M10 × 1.5 (Most Common)
For the standard coarse M10 thread, the recommended drill size ensures proper thread depth and strong engagement between the bolt and the material. This size is widely used in general engineering and fabrication work.
👉 Recommended drill size: 8.5 mm drill bit
This provides:
- Strong thread engagement
- Smooth tapping
- Standard ISO fitment
M10 × 1.25 (Fine Thread)
For the fine pitch M10 thread, a slightly larger drill size is used to reduce cutting resistance and ensure precise thread formation. This helps improve alignment and is commonly used in precision engineering and automotive applications.
👉 Recommended drill size: 8.8 mm drill bit
This gives:
- Slightly more clearance
- Better precision alignment
- Reduced tapping resistance
Using the correct drill size for each M10 thread type ensures proper thread strength, reduces tool wear, and improves overall machining efficiency in both manual and CNC operations.
Tap Drill Size Formula (Simple Understanding)
The tap drill size for metric threads can be calculated using a simple engineering formula. This formula helps machinists quickly determine the correct hole size before tapping, ensuring proper thread formation, strength, and accuracy.
Tap Drill Size Formula
Where:
- D₍drill₎ = Tap drill diameter
- D₍major₎ = Major thread diameter (for M10 = 10 mm)
- P = Thread pitch
Example 1: M10 × 1.5
10 − 1.5 = 8.5 mm
Example 2: M10 × 1.25
10 − 1.25 = 8.75 mm → rounded to 8.8 mm
Simple Understanding
This formula shows that the drill size is always slightly smaller than the thread’s outer diameter. This difference allows the tap to cut proper internal threads with correct depth and strength.
Using this method in machining helps ensure:
- Accurate thread formation
- Strong mechanical engagement
- Reduced tap breakage
- Better machining efficiency
It is widely used in CNC programming, workshop fabrication, and industrial manufacturing to standardize threading operations.
Read Our Complete Guide:
Why Correct M10 Tap Drill Size Matters
Using the correct M10 tap drill size is essential in machining and fabrication because it directly affects thread quality, tool life, and overall joint strength. Even a small error in drill size can lead to weak threads, broken taps, or assembly failure. Proper sizing ensures smooth tapping, accurate fastening, and reliable performance in mechanical applications.
1. Prevents Tap Breakage
If the drilled hole is too small, the tap experiences excessive resistance while cutting threads. This can cause it to jam, bend, or even snap inside the workpiece, which is difficult to remove. Using the correct M10 tap drill size ensures smooth cutting action, reducing stress on the tool and preventing costly damage or delays.
2. Ensures Strong Threads
Proper drill sizing allows the tap to form threads with the correct depth and engagement. This ensures that bolts fit securely and can handle the required load without stripping. If the hole is too large or too small, thread strength is compromised, leading to weak joints that may fail under stress or vibration.
3. Improves Tool Life
Taps are expensive precision tools, and their lifespan depends heavily on proper usage. When the correct drill size is used, cutting resistance is reduced, allowing the tap to work efficiently without overheating or excessive wear. This results in longer tool life, fewer replacements, and more consistent performance during repetitive machining tasks.
4. Reduces Friction
Correctly sized holes provide optimal clearance for the tap to cut threads smoothly. This reduces friction between the tool and material, minimizing heat buildup and cutting resistance. Lower friction not only improves machining efficiency but also prevents tool damage and ensures a cleaner, more precise thread finish.
5. Increases Accuracy
Using the correct M10 tap drill size ensures that threads are formed accurately and align properly with bolts or fasteners. This improves assembly precision and reduces the risk of cross-threading or misalignment. Accurate threads result in stronger, more reliable mechanical connections that perform consistently under load and vibration.
Common Applications of M10 Threads
M10 threads are widely used across multiple industries because they offer a strong balance between strength, size, and versatility. These fasteners are capable of handling moderate to high loads while still fitting into compact mechanical assemblies. Their reliability makes them a standard choice in both industrial and structural applications.
1. Automotive Industry
In the automotive sector, M10 fasteners are commonly used in critical components that require strong and vibration-resistant connections. They help maintain safety and stability in moving and load-bearing parts.
- Engine mounts
- Suspension parts
- Transmission housing
- Brake assemblies
2. Industrial Machinery
M10 threads are frequently used in machinery and production equipment where strong structural connections are required. They help secure heavy components and ensure stable machine operation under continuous load.
- Machine frames
- Gearboxes
- Motor mounts
- Conveyor systems
3. Construction
In construction projects, M10 fasteners are used for joining structural steel and support systems. They provide reliable strength for frameworks, brackets, and load-bearing assemblies.
- Steel connections
- Structural brackets
- Support frames
4. CNC & Fabrication
In CNC machining and fabrication workshops, M10 threads are used for securing fixtures and machine components. They ensure precision alignment and stability during cutting and manufacturing processes.
- Fixture plates
- Machine tables
- Tooling setups
5. Agricultural Equipment
M10 fasteners are also widely used in agricultural machinery due to their durability and ability to withstand harsh working conditions such as vibration, dirt, and heavy loads.
- Tractor components
- Implement mounts
- Heavy-duty brackets
Because of their strength and versatility, M10 threads remain one of the most commonly used metric fastener sizes in engineering and industrial applications worldwide.
Read Our Complete Guide:
Drill Bit Selection Tips for M10 Tapping
Selecting the right drill bit and using proper drilling technique is essential for successful M10 tapping. The quality of the drilled hole directly affects thread strength, tapping ease, and tool life. Following correct practices helps achieve accurate, clean, and durable threaded connections in both manual and CNC operations.
1. Use High-Quality Drill Bits
Always use strong and reliable drill bits designed for metalworking. Low-quality bits can wear out quickly, overheat, or produce inaccurate hole sizes, which affects thread formation.
- Use HSS or cobalt drill bits for metal drilling
2. Maintain Proper Speed
Correct drilling speed depends on the material being worked on. Using the right speed prevents overheating, improves accuracy, and extends tool life.
- Low speed for steel
- Medium speed for aluminum
- Higher speed for soft metals
3. Use Cutting Fluid
Cutting fluid or lubrication reduces friction and heat during drilling. It also improves chip removal and extends the life of both the drill bit and tap.
- Lubrication helps reduce heat and tool wear
4. Drill Straight Holes
Accurate alignment is very important for proper threading. Misaligned holes can lead to uneven threads, weak fastening, and tapping difficulties.
- Misaligned holes cause poor thread quality
5. Deburr After Drilling
After drilling, sharp edges should be removed to ensure smooth tapping. Deburring improves thread quality and prevents damage to the tap during operation.
- Remove sharp edges before tapping
Following these drill bit selection tips ensures precise M10 threading, improved tool performance, and strong, reliable mechanical joints.
Hand Tapping vs Machine Tapping
Tapping is the process of creating internal threads in a pre-drilled hole, and it can be done either manually or using machines. The choice between hand tapping and machine tapping depends on production volume, precision requirements, and material type. Both methods rely on correct M drill size selection for successful results.
1. Hand Tapping
Hand tapping is a manual method where a tap wrench is used to cut threads by hand. It offers more control and is commonly used for small-scale work, repairs, and low-volume production. However, it requires careful alignment to avoid crooked or damaged threads.
- More control
- Suitable for small jobs
- Requires careful alignment
2. Machine Tapping
Machine tapping is performed using CNC machines or power tools. It is much faster and more consistent than manual tapping, making it ideal for mass production and precision engineering. Machine tapping ensures uniform thread quality across multiple parts.
- Faster
- More accurate
- Used in CNC production
3. Important Note
Both hand tapping and machine tapping require the correct tap drill size to ensure proper thread formation. Incorrect drill sizing can lead to weak threads, tool breakage, or poor-quality fastening regardless of the tapping method used.
Read Our Complete Guide:
Common Mistakes in M10 Tapping
M10 tapping is a precise machining process, and even small errors can lead to broken tools, weak threads, or damaged workpieces. Many beginners overlook key steps such as proper drilling, lubrication, and alignment. Avoiding these common mistakes helps improve thread quality, extend tool life, and ensure strong and accurate fastening in mechanical applications.
1. Using Wrong Drill Size
One of the most frequent mistakes is selecting the incorrect drill size for M10 tapping. If the hole is too small, it increases cutting resistance and can cause the tap to break. If the hole is too large, the resulting threads become weak and fail to hold properly. Correct drill sizing is essential for balanced strength and smooth tapping.
2. Skipping Lubrication
Lubrication is essential during tapping because it reduces friction, heat, and tool wear. Skipping this step causes the tap to work harder, increasing the risk of damage or breakage. Proper cutting fluid helps achieve smoother thread formation, improves surface finish, and extends the life of both the tap and the workpiece.
3. Poor Alignment
Incorrect alignment during tapping can lead to crooked or uneven threads. If the tap is not kept straight, it may cut at an angle, resulting in poor fitment and reduced strength. Maintaining proper alignment ensures accurate thread formation, better load distribution, and reliable fastening performance in mechanical assemblies.
4. Wrong Tap Type
Using the incorrect tap type is another common error. Coarse and fine threads require different taps, and using the wrong one results in improper thread engagement. This can cause compatibility issues with bolts and fasteners. Always match the tap type with the required thread specification to ensure correct fit and performance.
5. Excessive Force
Applying too much force during tapping can easily damage the tool or workpiece. Taps are designed to cut gradually, not to be forced through material. Excess pressure increases the risk of tap breakage and thread distortion. Using controlled, steady pressure ensures cleaner threads, safer operation, and longer tool life.
Material Considerations for Tapping
Different materials behave differently during tapping, so selecting the correct technique, drill size, and cutting conditions is very important. Material properties such as hardness, brittleness, and chip formation directly affect thread quality, tool life, and overall machining performance.
1. Mild Steel
Mild steel is one of the easiest materials to tap because it has good machinability and balanced strength. Standard drill sizes and normal tapping procedures work effectively without requiring special tools or conditions.
- Easy to tap
- Standard drill sizes work well
2. Stainless Steel
Stainless steel is tougher and generates more heat during machining, making it more difficult to tap. Proper lubrication and reduced cutting speed are necessary to prevent tool wear and ensure clean threads.
- Requires lubrication
- Slower tapping speed
- Strong taps needed
3. Aluminum
Aluminum is very easy to machine due to its softness, but it has a higher risk of thread stripping if not handled carefully. Correct drill sizing and controlled torque are important for reliable results.
- Easy machining
- Higher risk of stripping
4. Cast Iron
Cast iron is relatively easy to tap but behaves differently from other metals. It produces fine dust instead of chips and usually does not require lubrication during the tapping process.
- No lubrication needed
- Produces dust instead of chips
Understanding material behavior helps engineers choose the right tapping method, reduce tool damage, and achieve high-quality threaded connections in different industrial applications.
Read Our Complete Guide:
Expert Tips for Perfect M10 Threads
Creating strong and accurate M10 threads requires careful preparation, correct tool selection, and proper tapping technique. Professional machinists follow specific practices to ensure clean thread formation, reduce tool wear, and improve fastening reliability. Paying attention to these details results in better performance and longer-lasting mechanical joints.
1. Always Check Thread Pitch Before Drilling
Before starting any drilling operation, always confirm the correct M10 thread pitch. The most common options are M10 × 1.5 (coarse) and M10 × 1.25 (fine). Each pitch requires a different drill size. Using the wrong pitch leads to poor thread engagement, weak fastening, and possible assembly failure.
2. Use Center Punch for Accurate Positioning
A center punch is essential for marking the drilling point before starting work. It creates a small indentation that guides the drill bit and prevents it from wandering. This ensures precise hole placement, improves alignment, and reduces errors during tapping, especially in metal surfaces where accuracy is critical.
3. Keep Tap Perpendicular to Surface
Maintaining a perfectly straight tapping angle is extremely important for strong threads. If the tap is tilted even slightly, it can produce uneven or misaligned threads that weaken the connection. Keeping the tap perpendicular to the surface ensures proper thread geometry, better load distribution, and secure fastening performance.
4. Reverse Tap Frequently to Break Chips
During tapping, metal chips can accumulate and increase friction inside the hole. Regularly reversing the tap helps break and clear these chips, reducing cutting resistance. This practice prevents overheating, minimizes the risk of tap breakage, and ensures smoother thread formation with a cleaner internal finish.
5. Replace Worn Taps Immediately
Using worn or damaged taps can result in poor-quality threads and increase the chance of tool failure. Dull cutting edges require more force and produce rough, inaccurate threads. Replacing taps at the right time ensures consistent performance, improves thread quality, and reduces the risk of damage to both the tool and workpiece.
M10 Tap Drill Size Summary
Correct tap drill selection is essential for producing accurate, strong, and reliable M10 threads. The drill size must match the thread pitch so that the tap can cut proper internal threads without excessive force or weak engagement.
- M10 × 1.5 → 8.5 mm drill bit
- M10 × 1.25 → 8.8 mm drill bit
These values are widely accepted ISO-based standards used in machining, fabrication, and mechanical engineering worldwide.
Why These Sizes Matter
Using the correct drill size ensures proper thread depth, smooth tapping, and strong mechanical holding capacity. It also reduces tool wear and prevents tap breakage during machining operations, making the process safer and more efficient in both workshop and CNC environments.
Conclusion
The M10 tap drill size chart is an essential reference for machinists, mechanics, and engineers working with metric threads. Choosing the correct drill size ensures strong threads, smooth tapping, and long-lasting performance.
Whether you’re working in automotive repair, CNC machining, fabrication, or industrial manufacturing, understanding M10 tap drill sizes helps prevent tool damage and improves accuracy.
By using the correct drill sizes, proper techniques, and quality tools, you can achieve professional-grade threaded holes every time.
Read Our Complete Guide:
FAQs:
What is the correct tap drill size for M10 threads?
The correct tap drill size for M10 depends on the thread pitch. For M10 × 1.5 coarse thread, the recommended size is 8.5 mm. For M10 × 1.25 fine thread, it is 8.8 mm. Using the correct size ensures proper thread strength, smooth tapping, and reduces tool breakage during machining operations.
Why is choosing the correct M10 tap drill size important?
Choosing the correct M10 tap drill size is important because it directly affects thread quality and strength. If the hole is too small, the tap may break. If too large, threads become weak. Proper sizing ensures smooth cutting, better bolt engagement, and long-lasting, reliable mechanical joints in all applications.
What happens if I use the wrong drill size for M10 tapping?
Using the wrong drill size for M10 tapping can cause serious problems. A smaller hole increases friction and may break the tap, while a larger hole weakens the threads. This leads to poor fastening strength, loose joints, and possible failure in mechanical or structural assemblies under load or vibration.
Can I use one drill size for both M10 coarse and fine threads?
No, you cannot use one drill size for both M10 coarse and fine threads. Each thread pitch requires a specific drill size for proper engagement. M10 × 1.5 uses 8.5 mm, while M10 × 1.25 uses 8.8 mm. Using the wrong size reduces accuracy and weakens thread performance significantly.
Which materials affect M10 tapping results the most?
Material type greatly affects M10 tapping quality. Mild steel is easy to tap, stainless steel requires lubrication and slower speed, aluminum needs careful torque control, and cast iron produces dry chips. Each material behaves differently, so correct drill size, cutting speed, and lubrication are essential for successful threading operations.
How can I ensure perfect M10 threads in machining?
To ensure perfect M10 threads, always check pitch before drilling, use the correct tap drill size, and apply cutting fluid. Keep the tap aligned straight, remove chips regularly, and use sharp tools. These steps improve accuracy, reduce tool wear, and ensure strong, clean, and professional-quality threaded holes every time.